
1. Definisjon:
Skjæring: Skjær flate fjærstålstenger i ønsket lengde i henhold til prosesskravene.
1.2. Retting
Retting: Juster sidebøyningen og flatbøyningen av den kuttede flate stangen for å sikre at krumningen på siden og planet oppfyller produksjonskravene.
2. Søknad:
Alle vårblader.
3. Driftsprosedyrer:
3.1. Inspeksjon av råvarer
Sjekk spesifikasjonen, stålrist, varmenummer, produsent og lagerinspeksjonskvalifikasjonsmerke for fjærstålflatstang før kutting. Alle elementer oppfyller kravene til bladfjærprosessen, og overfør deretter til neste prosess for å starte kutting.
Første flate stang skal kuttes av for første inspeksjon. Bare hvis den består den første inspeksjonen, kan den sendes til inspektøren for gjennomgang før batchkutting. Under batchkutting er det nødvendig å forhindre at løsningen av beslag overskrider toleransen, noe som resulterer i reparasjon eller skrap.
De kuttede fjærstålplater skal stables pent. Det er forbudt å plassere dem etter eget ønske, da dette kan føre til overflateskader. Inspeksjonskvalifikasjonsmerket skal påføres og arbeidsoverføringskortet limes inn.
4. Skjematisk diagram for deteksjon:
Etter skjæreprosessen må de flate stengene detekteres, hovedsakelig inkludert:
1) Vertikalitetsdeteksjon av skjæreseksjonen
Som vist i figur 1 nedenfor.
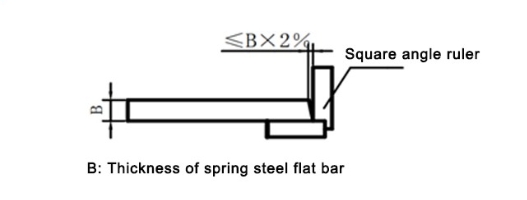
(Fig. 1. Skjematisk diagram av måling av vertikalitet på skjæreseksjonen)
2) Deteksjon av gradhøyde på skjæreseksjonen
Som vist i figur 2 nedenfor.
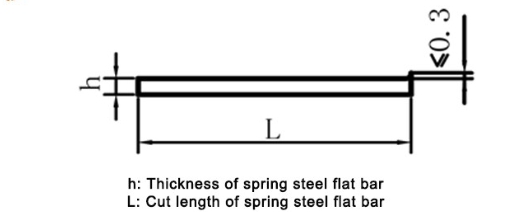
(Fig. 2. Skjematisk diagram av måling av skjæreprofilens grader)
3) Sidebøying og flatbøyingsdeteksjon av kuttede flate stenger
Som vist i figur 3 nedenfor.
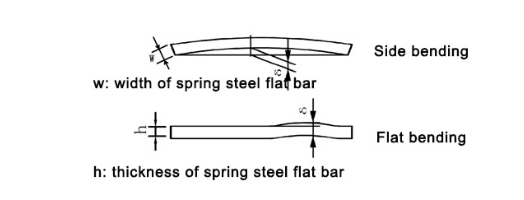
(Figur 3. Skjematisk diagram av sidebøyning og flatbøyningsmåling av en kappet stang)
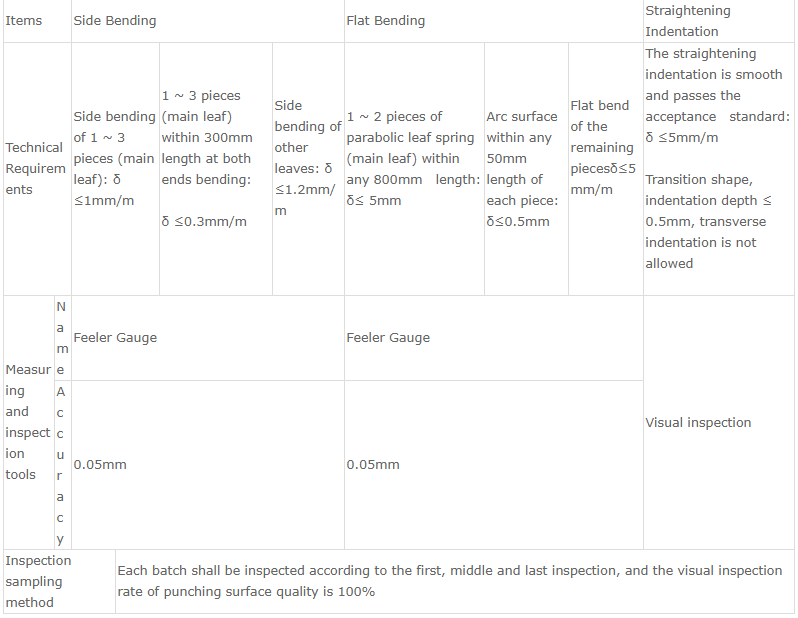
5. Inspeksjonsstandarder:
Inspeksjonsstandardene for vårbladretting er vist i tabell 1 nedenfor.
Hvis du vil vite mer, kan du besøkewww.chleafspring.comnår som helst.
Publisert: 21. mars 2024







